Bearbetningsindustrin genomgår just nu stora förändringar men det är som alltid svårt att föreställa sig hur det skulle gå till att genomföra komplexa bearbetningsprocesser utan att använda planfräsning. Med hjälp av planfräsning skapas plana referensytor med förbättrad lägesposition och ytbeskaffenhet för högre kvalitet. Planfräsningen är alltså en viktig fräsmetod som man inte ska kompromissa med.
Vid planfräsning är fräsens axel vinkelrät i förhållande till den yta som bearbetas. Planfräsar kan ha olika ställvinklar till exempel 45, 60, 75 eller 90 grader. Planfräsar som är speciellt avsedda för högproduktiv grovbearbetning har en betydligt mindre ställvinkel, vanligen 10–17 grader, så kallade högmatningsfräsar. Planfräsar med runda skär kan i vissa fall ge en extremt stark skäregg. Ställvinkeln påverkar hur skärkraften, som verkar på fräsaxelns plan, delas upp i radiella och axiella komponenter, alltså de radiella och axiella skärkrafterna. Denna vinkel sätter också gränsen för det maximala skärdjupet, allt annat lika. Det är ställvinkeln som till stor del påverkar vad en planfräs kan användas till, där 45° planfräsar hör till de allra mest mångsidiga. Dessa har en viktig fördel som gör dem till förstahandsvalet vid planfräsning, särskilt vid bearbetning av öppna, plana ytor: De säkerställer en god balans mellan de radiella och axiella skärkrafterna, ger hög kvalitet på den bearbetade ytan och gynnsamma skärförhållanden när verktyget går in i eller lämnar det material som bearbetas.
Den vanligaste typen av planfräsar är 45° fräsar men de har dock vissa nackdelar, särskilt vid bearbetning intill ansatser. 90° hörn (ansatser) är visserligen klart vanligast vid pinnfräsning, men ibland behöver man även kunna planfräsa intill kanter. En ”ansats” är den kant som förbinder två plana ytor på en maskinbearbetad del. Det kan vara knepigt att bearbeta materialet nära ansatserna med 45° planfräsar. För bearbetning mot ansats efterfrågas därför många gånger planfräsar med 90° ställvinkel. 90-gradiga verktyg ger dessutom låga axiella krafter vilket är fördelaktigt vid bearbetning av tunnväggiga strukturer eller vid instabil fastspänning av arbetsstycket. Dessutom ger skär för 90-graders planfräsar ett större skärdjup jämfört med skär av samma storlek avsedda för 45-graders planfräsar.
Vid konstruktion av 90° planfräsar är det klokt och helt rätt att använda samma skär som är avsedda för 90° pinnfräsar. Det ger hög mångsidighet för skäret och konceptet är därför fortfarande vanligt. För att säkerställa en god ytjämnhet bör skär för planfräsar med stor diameter vara konstruerade med wiperskär. Vid utvecklingen av skär håller verktygstillverkarna fast vid diverse olika principer som syftar till att öka produktiviteten och skapa en så vinkelrät ansats som möjligt. Den idealiska konstruktionen ger utmärkta lösningar och har det som krävs för konkurrenskraftig bearbetning.
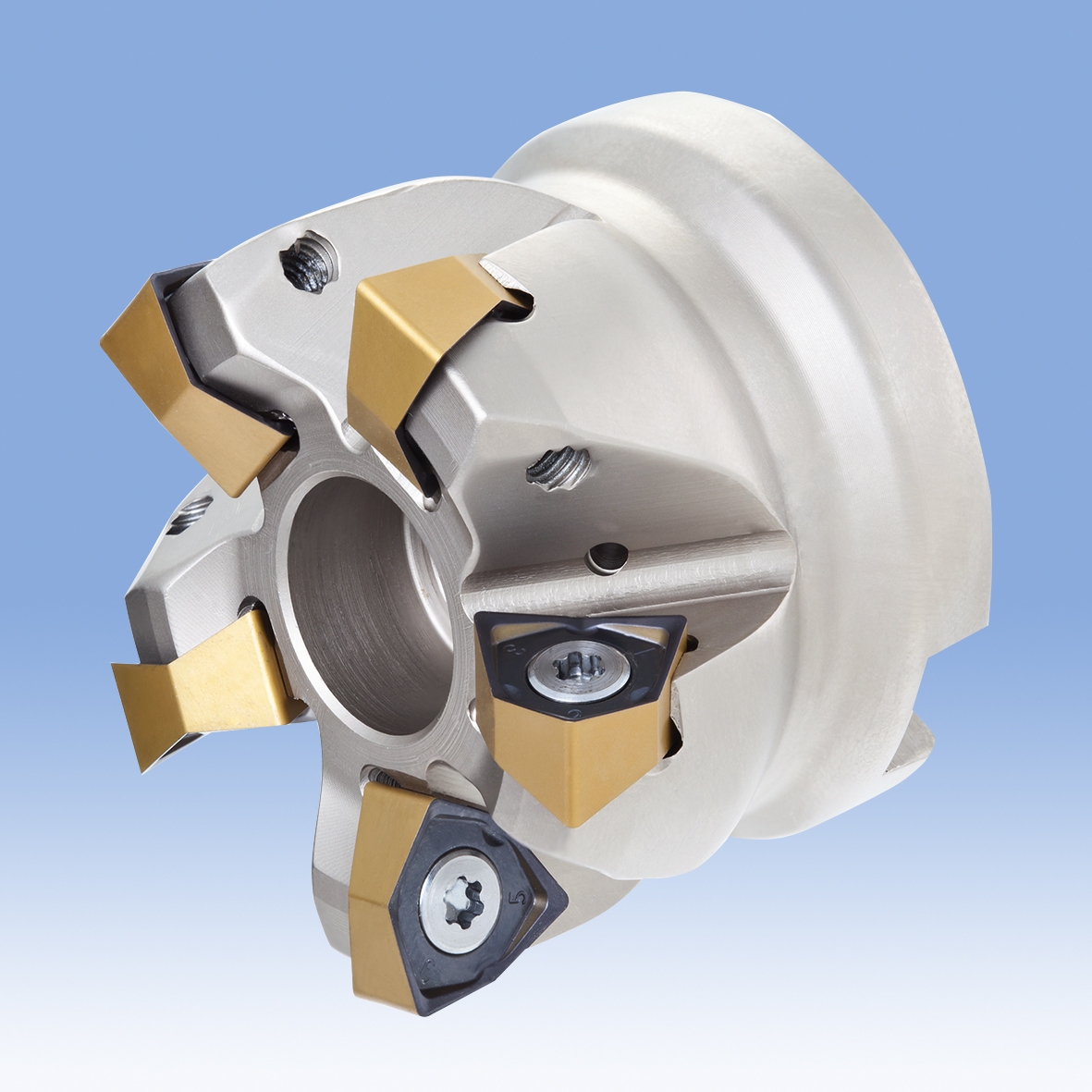
NEODO 890 är en serie 90° planfräsar bestyckade med 8-millimeters dubbelsidiga kvadratiska hårdmetallskär (bild 1). Denna serie skär är avsedd för grov till medelfin bearbetning av stål och gjutjärn. Det dubbelsidiga skäret är mycket starkt och försett med 8 skäreggar. Skärets konstruktion kan verka enkel, men när man tittar närmare ser man att skärets sidoyta har en komplex form som ger ett brett wiperskär på varje skäregg. Planfräsarna har radiellt positiva och axiellt negativa lutningsvinklar och ger en exakt 90-gradig profil vid fräsning med skärdjup upp till 5 mm. Med NEODO 890-fräsarna går det att fräsa både plana ytor och ansatser och de möjliggör även bearbetning nära ansatserna när arbetsstycket eller fixturerna är en begränsande faktor.
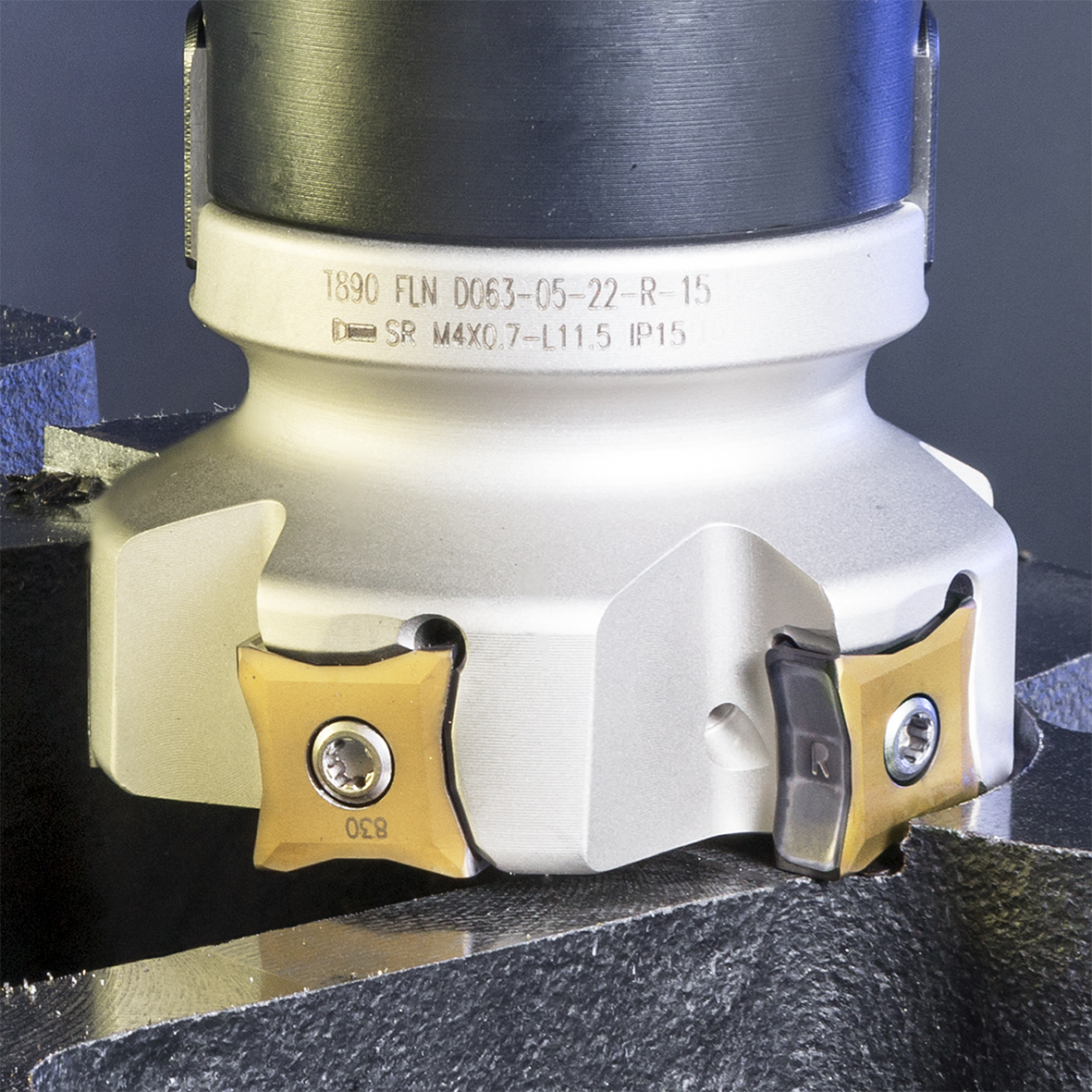
Vid arbeten som kräver små verktygsdiametrar på 32–63 mm introducerar ISCAR verktygsfamiljen HELIDO Trigon (Bild 2). Planfräsarna i denna verktygsserie ger hög produktivitet tack vare fler tänder och dubbelsidiga trigonskär för fräsning av 90° ansatser med ett skärdjup upp till 4 mm. Trigonformen ger 6 vändbara skäreggar med en positiv spånvinkel i både radiell och axiell riktning. Skäret är konstruerat med en bred planfas/wiper, klarar rampning och ger förbättrad ytjämnhet.
På LOQIQ-8-TANG-planfräsarna (Bild 3) monteras tangentiellt infästa skär med 8 skäreggar vilket ger en kostnadseffektiv lösning för grovbearbetning av plana ytor nära ansatser. Konceptet med tangentiell montering av skäret i kombination med ett laxstjärtformat fäste och ett hållbart skärmaterial ger en stadig och stark verktygsdesign som tål tunga laster vid grovbearbetning.
ISCAR har uppgraderat HELIQUAD-familjen, som består av 90° fräsar, med traditionellt utformade enkelsidiga kvadratiska skär. De nya skären är framför allt avsedda för bearbetning av titan och värmebeständiga superlegeringar (HTSA), särskilt vid fräsning av ytor nära ansatser.
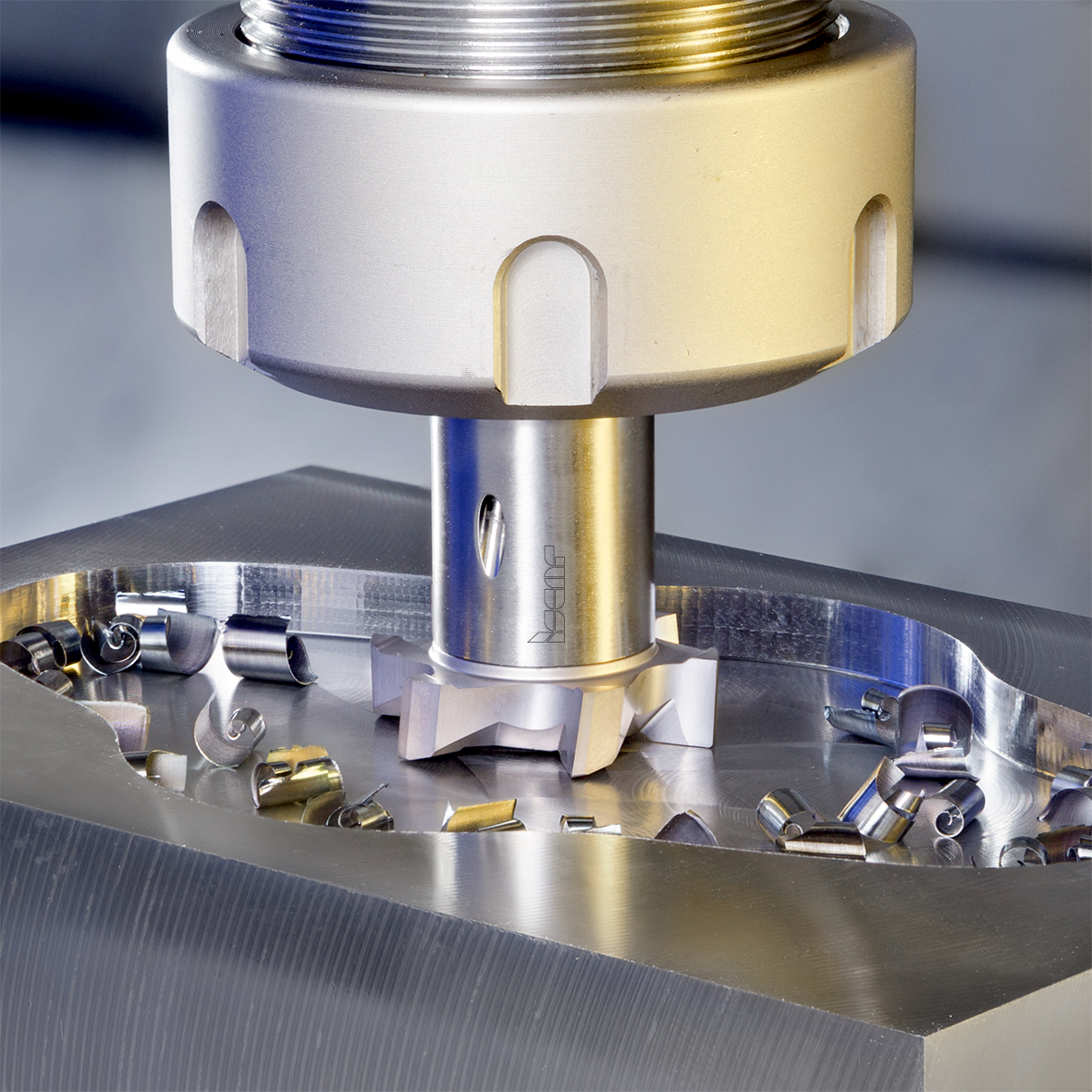
Vid frästillämpningar som kräver små verktygsdiametrar ger MULTI-MASTER gott resultat – utbytbara solida planfräshuvuden i hårdmetall i diametrarna 12–25 mm (Bild 4). Dessa fräshuvuden ger produktiv bearbetning vid höga matningshastigheter tack vare en konstruktion med flera tänder. En viktig fördel med detta unika planfräshuvud är dess höga precision som är jämförbar med den hos solida hårdmetallverktyg. Den ger mycket god precision vid bearbetningen och utmärkt ytjämnhet.