Long Live Tooling
“Live" tool (also known as a driven tool) is the term used for tools that clamp on a lathe turret or a tool post with rotation capabilities. In a traditional lathe, a workpiece rotates, but the tool does not.
Multitasking CNC machines with turning, milling, and drilling capabilities have significantly changed process planning principles. It was a major leap forward to the one-setup machining of a whole part – the dream of every manufacturer.
Commonly, Swiss-type machines have one or two sub-spindles. Therefore, it was no coincidence that the Swiss-type machine adopted the live tool concept very quickly, which has considerably increased machine functionality.
Such noticeable changes in machine tools were bound to influence appropriate tooling, so the development of live tools turned into a specialized sector for tool producers. When referring to live tooling, it is often assumed that the emphasis should be on the tool holder that carries standard round tools with relatively small dimensions. Indeed, a rich variety of turrets, sub-spindles, and milling spindles in multitasking machines and live tool lathes results in a wide range of tool holding systems with different adaptations. These systems are intended for clamping diversified standard cutting tools.
In many cases, limited working space and various designs of tool posts, turrets, and sub-spindle units, which reflect every imaginable concept of a machine tool builder, require customized tool solutions. This is usually correct when it comes to small dimensions, mainly related to Swiss-type lathes and small to medium multitasking machines, but are less common in powerful heavy multitasking machines, which are intended for large, complex parts and consume a lot of large-size standard tools.
Increased capabilities of multitasking and Swiss-type machines form new requirements of cutting tools and have an impact on tool development. The metalworking industry is primarily interested in new versatile cutting tool solutions that can easily be incorporated into various tool holding systems.
How do industry requirements reflect a toolmaker’s portfolio? A quick look at ISCAR's new product lines, particularly the recently launched NEOLOGIQ, can help answer this question.
Versatile Collet
ISCAR's MULTI-MASTER line features a broad selection of integral shanks with different types of taper adaptations. For example, an HSK taper (DIN 69893) or a polygonal taper (ISO 26623-1). In addition to providing maximum rigidity, another advantage is that the shank can facilitate connection to a sub-spindle without an adapter.
Typically, the connection to the spindle is still made using an adapter. One of the most popular adaptation systems for tools with a shank is the ER collet, specifically for Swiss-type lathes and small to medium multitasking machines. This simple, flexible, reliable, proven over time system is suitable for almost every tool with a round shank for indexable or solid carbide. Therefore, it is no wonder the ER collet is more commonly used in multitasking machines and live tool lathes.
ISCAR developed a wide range of modular tools for ER collet chucks. The main element of these tools is the integral collet – a tool with a tapered shank for mounting on an ER chuck. When compared with a typical spring collet, an integral collet provides better accuracy and higher rigidity The integral adapter acts as an intermediate clamping link that is inserted into a collet chuck and enables mounting various cutting heads that are clamped into the collet, For example, a FLEXFIT styled collet has an inner thread and centering bore for drilling and milling heads with carbide inserts (Fig. 1).
In the MULTI-MASTER line, there are many integral collets for ER collet chucks in sizes starting from ER11 to ER32, which ensure perfect tool securing. The shank series varies in protruding from a collet chuck that enables minimizing a tool overhang and finding an optimal tool configuration according to the shape of a machined part. If necessary, the configuration may be adjusted with the use of numerous extensions and reducers. As a result, such a shank turns into an additional adapter, which is suitable for carrying the widest variety of MULTI-MASTER exchangeable heads. This unique line supports the "No Setup Time" principle and there is no need to remove the shank from a chuck when replacing a worn head – the head replacement can be done when the shank is in the sub-spindle machine.
ISCAR has also extended its family of integral collets with shanks that have internal coolant channels for accurate coolant supply to the cutting edge to improve chip evacuation and increased tool life.
One more symbolic step in the development of the integral collet was the introduction of NEOCOLLET – a family of tools with tapered shanks for ER16…ER40 chucks that carry disc-type exchangeable heads from cemented carbide in diameters of 32, 40 and 50 mm (Fig. 2). The heads belong to different milling families and are intended for various applications such as milling slots and grooves, face milling, and forming milling gears. The NEOCOLLET tools also feature an internal coolant option.
In Swiss style
Swiss-type lathes and multifunction machines are primarily designed for turning operations. For this reason, great attention is given to the constant improvement of turning tools. Even though many of these tools are products of our standard line, there are some designs that are worth considering.
Recently, ISCAR introduced the SWISSGRIP – a system of assembled tools for parting and grooving with narrow widths of 0.6 to 1.2 mm (Fig. 3). A typical SWISSGRIP tool comprises a prismatic holder for mounting in a machine tool post, and a double-pocket blade (adapter) that carries cutting inserts, which are secured in the blade by a self-clamping mechanism. The blade provides high repeatability and position accuracy, while the ergonomic design enables easy and fast adapter indexing from both sides of the holder. In parting, the new tools facilitate cutting-off bars in an up to 16 mm diameter. The narrow width of cut, in this case, results in significantly saved waste of raw materials.
The SWISSCUT XL, another tool family, is designed for deeper depths of cut in parting and grooving of up to 10 mm and is also suitable for turning. A SWISSCUT XL tool carries an extra-long indexable insert with two cutting edges, which is securely mounted by two screws (Fig. 4). Front insert insertion and extraction enables indexing the insert on a machine while maintaining a minimum overhang from the machine gang tool post. When insert indexing, there is no need to remove the screws. A stopper plane beyond the insert cutting area ensures using the second cutting edge of the insert, even if the first used edge is completely broken.
Turning tools with a multipurpose 55° rhombic insert are very common. For cases where tools are applied to cutting with high-pressure coolant (HPC), ISCAR developed a square-shank tool with a rigid screw clamping mechanism for the insert.
ISCAR's products demonstrate the company's innovative approach to new tooling solutions for multitasking machines and SWISS-type lathes.
 Fig. 1 – Integral collets with FLEXFIT threaded adaptation for mounting various cutting heads with indexable inserts.
Fig. 1 – Integral collets with FLEXFIT threaded adaptation for mounting various cutting heads with indexable inserts.
 Fig. 2 – NEOCOLLET tools with exchangeable carbide heads expand the field of milling applications.
Fig. 2 – NEOCOLLET tools with exchangeable carbide heads expand the field of milling applications.
 Fig. 3 – NEOGRIP assembled parting and grooving tools designed specifically for SWISS-type lathes.
Fig. 3 – NEOGRIP assembled parting and grooving tools designed specifically for SWISS-type lathes.
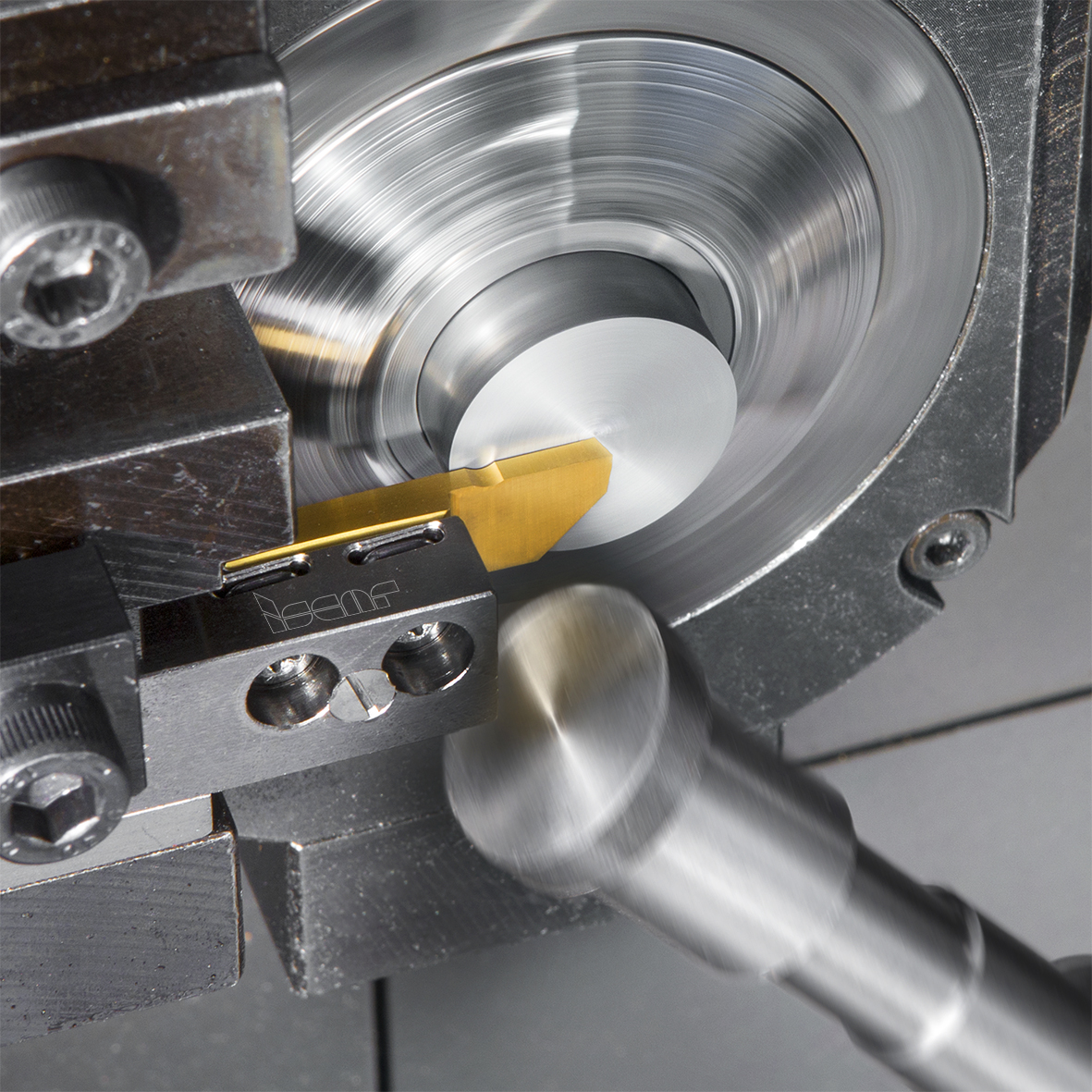 Fig. 4 – SWISSCUT tools with extra-long inserts provide deeper depth of cut in parting and grooving.
Fig. 4 – SWISSCUT tools with extra-long inserts provide deeper depth of cut in parting and grooving.