
Page 65 - Die_and_Molds_User_Guide_7861458_2017
P. 65
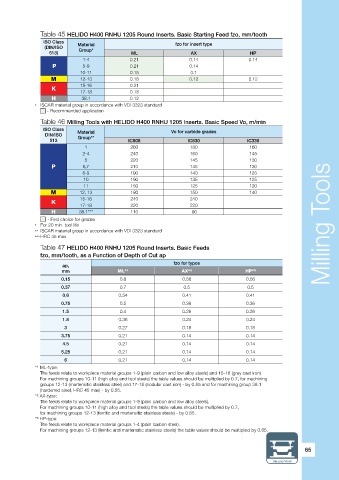
Table 45 HELIDO H400 RNHU 1205 Round Inserts. Basic Starting Feed fzo, mm/tooth
ISO Class Material fzo for insert type
(DIN/ISO Group*
513) ML AX HP
1-4 0.21 0.14 0.14
P 5-9 0.21 0.14
10-11 0.15 0.1
M 12-13 0.18 0.12 0.12
K 15-16 0.21
17-18 0.18
H 38.1 0.12
* ISCAR material group in accordance with VDI 3323 standard
- Recommended application
Table 46 Milling Tools with HELIDO H400 RNHU 1205 Inserts. Basic Speed Vo, m/min
ISO Class Material Vo for carbide grades
DIN/ISO Group**
513 IC808 IC830 IC330
1 260 180 160
2-4 240 160 145
5 220 145 130
P 6,7 210 145 130
8-9 190 140 125
10 190 135 125
11 150 125 120
M 12, 13 180 150 140
15-16 240 240
K
17-18 220 220
H 38.1*** 110 90
- First choice for grades
* For 20 min. tool life Milling Tools
** ISCAR material group in accordance with VDI 3323 standard
*** HRC 45 max
Table 47 HELIDO H400 RNHU 1205 Round Inserts. Basic Feeds
fzo, mm/tooth, as a Function of Depth of Cut ap
fzo for types
ap,
mm ML*¹ AX*² HP*³
0.15 0.8 0.56 0.56
0.37 0.7 0.5 0.5
0.6 0.54 0.41 0.41
0.75 0.5 0.36 0.36
1.5 0.4 0.26 0.26
1.8 0.36 0.24 0.24
3 0.27 0.18 0.18
3.75 0.21 0.14 0.14
4.5 0.21 0.14 0.14
5.25 0.21 0.14 0.14
6 0.21 0.14 0.14
*¹ ML-type:
The feeds relate to workpiece material groups 1-9 (plain carbon and low alloy steels) and 15-16 (grey cast iron).
For machining groups 10-11 (high alloy and tool steels) the table values should be multiplied by 0.7, for machining
groups 12-13 (martensitic stainless steel) and 17-18 (nodular cast iron) - by 0.85 and for machining group 38.1
(hardened steel, HRC 45 max) - by 0.55.
*² AX-type:
The feeds relate to workpiece material groups 1-9 (plain carbon and low alloy steels).
For machining groups 10-11 (high alloy and tool steels) the table values should be multiplied by 0.7,
for machining groups 12-13 (ferritic and martensitic stainless steels) - by 0.85.
*³ HP-type:
The feeds relate to workpiece material groups 1-4 (plain carbon steel).
For machining groups 12-13 (ferritic and martensitic stainless steels) the table values should be multiplied by 0.85.
65
Die and Mold