
Page 85 - Die_and_Molds_User_Guide_7861458_2017
P. 85
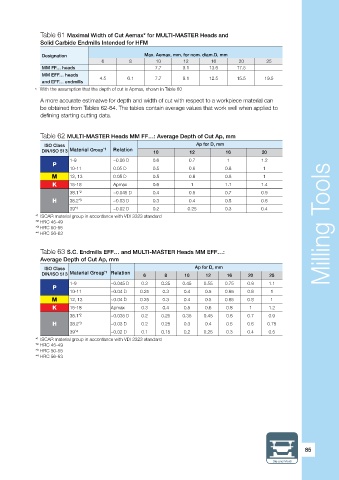
Table 61 Maximal Width of Cut Aemax* for MULTI-MASTER Heads and
Solid Carbide Endmills Intended for HFM
Designation Max. Aemax, mm, for nom. diam.D, mm
6 8 10 12 16 20 25
MM FF… heads 7.7 9.1 13.6 17.5
MM EFF… heads 4.5 6.1 7.7 9.1 12.5 15.5 19.5
and EFF… endmills
* With the assumption that the depth of cut is Apmax, shown in Table 60
A more accurate estimatwe for depth and width of cut with respect to a workpiece material can
be obtained from Tables 62-64. The tables contain average values that work well when applied to
defining starting cutting data.
Table 62 MULTI-MASTER Heads MM FF…: Average Depth of Cut Ap, mm
ISO Class Ap for D, mm
DIN/ISO 513 Material Group *1 Relation 10 12 16 20
1-9 ~0.06 D 0.6 0.7 1 1.2
P
10-11 0.05 D 0.5 0.6 0.8 1
M 12, 13 0.05 D 0.5 0.8 0.8 1
K 15-18 Apmax 0.6 1 1.1 1.4
38.1 *2 ~0.045 D 0.4 0.5 0.7 0.9
H 38.2 *3 ~0.03 D 0.3 0.4 0.5 0.6
39 *4 ~0.02 D 0.2 0.25 0.3 0.4
* ISCAR material group in accordance with VDI 3323 standard
1
* HRC 45-49 Milling Tools
2
* HRC 50-55
3
* HRC 56-63
4
Table 63 S.C. Endmills EFF… and MULTI-MASTER Heads MM EFF…:
Average Depth of Cut Ap, mm
ISO Class
DIN/ISO 513 Material Group Relation 6 8 10 Ap for D, mm 16 20 25
*1
12
1-9 ~0.045 D 0.3 0.35 0.45 0.55 0.75 0.9 1.1
P
10-11 ~0.04 D 0.25 0.3 0.4 0.5 0.65 0.8 1
M 12, 13 ~0.04 D 0.25 0.3 0.4 0.5 0.65 0.8 1
K 15-18 Apmax 0.3 0.4 0.5 0.6 0.8 1 1.2
38.1 *2 ~0.035 D 0.2 0.25 0.35 0.45 0.6 0.7 0.9
H 38.2 *3 ~0.03 D 0.2 0.25 0.3 0.4 0.5 0.6 0.75
39 *4 ~0.02 D 0.1 0.15 0.2 0.25 0.3 0.4 0.5
* ISCAR material group in accordance with VDI 3323 standard
1
* HRC 45-49
2
* HRC 50-55
3
* HRC 56-63
4
85
Die and Mold