Effektiv infästning av skärverktyg
Verktygshållare är konstruerade för att skärverktygen ska kunna fästas på ett tillförlitligt sätt. De möjliggör också momentöverföringen från maskinspindeln till det roterande verktyget. Väl etablerade principer för verktygsinfästning samt behovet av enhetliga verktyg som kan användas oberoende av tillverkare har gett upphov till standarder där detaljerade parametrar för verktygshållare finns angivna. Detta betyder dock inte att det saknas utrymme för nya innovationer och utveckling.
Behoven utvecklas ju med tiden, vilket ställer nya krav på verktygsmaskinerna och de skärverktyg och verktygshållare som används med dessa. Det som sätter gränsen för vad som är möjligt att åstadkomma vid bearbetning av en komponent är skärverktyget i kombination med verktygshållaren. Verktygshållaren är visserligen den mest ”konservativa” länken i kedjan och har av nämnda skäl under årens lopp inte genomgått lika många revolutionerande förändringar som skärverktygen. Men nya trender inom skärande bearbetning har ändå påverkat verktygshållarna.
Klart är att INDUSTRI 4.0 påverkat verktygshållarna en hel del. Morgondagens smarta tillverkning med sakernas internet (IoT) kräver intelligenta verktygshållare med funktioner för informationsutbyte. Detta kommer att leda till nya informationsfunktioner hos verktygshållarna genom att fler elektroniska enheter läggs till. Redan idag tar verktygsmaskiner, industrirobotar, lagringsenheter m.m. emot information om verktygshållaren via inbyggda datachip.
Att lägga till en ny funktion för informationsöverföring är utan tvekan en mycket viktig detalj i utvecklingen av verktygshållarna. Men det betyder inte att man kan ge upp att försöka förbättra verktygshållarnas mekaniska konstruktion, även om det kanske inte känns riktigt lika spännande som utvecklingen av smarta verktyg med hjälp av dataintelligens. Utvecklingspotentialen för verktygshållaren som mekaniskt system är fortfarande stor.
Inom följande områden är de senaste förbättringarna av verktygshållarnas konstruktion särskilt tydliga:
1. Krympchuckar
Höghastighetsbearbetningen har skärpt kraven på verktygsbalansering. Ett verktygs dynamiska egenskaper är även beroende av verktygshållaren, så särskilt fokus måste läggas på hur verktyget monteras i verktygshållaren. Därför är en av utmaningarna att minimera den obalans som uppstår vid sådan montering. Tillverkarna försöker få till rätt balansparametrar redan på konstruktionsstadiet. Den här simulerade balanseringen ersätter dock inte fysisk balansering av den verkliga sammansatta enheten – men den minskar obalansen i en framtida produkt och gör den ”fysiska” balanseringen mycket enklare. Krympchuckar uppfyller på ett bra sätt kraven för att en verktygshållare för höghastighetsbearbetning ska vara balanserad redan på designstadiet. Detta förklarar varför man prioriterar krympchuckar alltmer.
2. Tillförsel av kylvätska
Prestandan för bearbetningen förbättras avsevärt när kylvätsketillförseln sker genom verktygskroppen och är riktad direkt mot skärzonen. Branschen kräver mer avancerade verktygshållare med alternativ som tillåter tillförsel av kylvätskan via invändiga kanaler. Detta gäller särskilt för bearbetning med högtryckskylning (HPC).
3. Snabbväxlingsverktyg
En modulär konstruktion gör det mycket enklare att optimera konfigurationen vid monteringen av verktyget och minskar behovet av specialverktyg.
4. Applikationer med stora överhäng
Bearbetning med långt överhäng försämrar stabiliteten. Att bygga in vibrationsdämpning i den sammansatta enheten är därför ytterligare en trend i utvecklingen.
5. Polygonal konisk anslutning
Den ISO-standardiserade polygonala koniska kopplingen har visat sig fungera bra och har därför blivit vanlig i flerfunktionsmaskiner och svarvar.
Dessa är bara några av de riktningar som utvecklingen för verktygshållare tagit. Andra riktningar i utvecklingen handlar om överföring av ett högt vridmoment, att förhindra att verktyg lossnar på grund av den höga axiella komponenten av skärkraften, att öka noggrannheten, att hitta mer ergonomiska lösningar med mera.
Låt oss titta på några av de verktygshållare från ISCAR som kommit under senare år.
ISCAR utökade nyligen sitt sortiment av krympchuckar med ett antal nya chuckar med C8-infästning. Chuckarna passar för skaft från 6 till 32 mm. För effektiv kylvätsketillförsel till skäreggen på ett inspänt verktyg har de nya produkterna kylkanaler längs med skaftet (Bild 1).
Eftersom polygonal verktygskoppling (CAMFIX) har blivit så populär har ISCAR utvecklat en ny verktygsfamilj för utvändig och invändig svarvning och gängning (Bild 2). Tack vare produktlinjens modulära utformning kan ett brett utbud av skärhuvuden med vändskär monteras på verktygshållare med CAMFIX genom en serraterad infästning.
Verktygstillverkarna har utvecklat ett stort utbud av precisionshylsor med möjlighet till kylmedelstillförsel. ISCAR:s nyligen uppdaterade tätade ER-hylsor med litet dimensionsintervall ger högre fastspänningskraft, bibehåller en hög rundgångsnoggrannhet på 0,005 mm och har fyra kylkanaler (Bild 3).
ISCAR:s verktyg med integrerade hylsor för direkt montering i ER-chuckar är exakta och mycket stabila verktyg tack vare det korta utsticket. I fronten på hylsan monteras skärhuvuden med vändskär eller verktyg helt tillverkade av solid hårdmetall.
Hydrauliska chuckar kan överföra ett högt moment som behövs vid särskilt krävande bearbetning. Under senare år har ISCAR utökat sitt sortiment av hydrauliska chuckar, så de finns nu med BT-MAS-, DIN 69871- och HSK-kona. Förutom att hydrauliska chuckar klarar ett högt vridmoment och möjliggör snabba verktygsbyten ger de dessutom utmärkt vibrationsdämpning och hög noggrannhet.
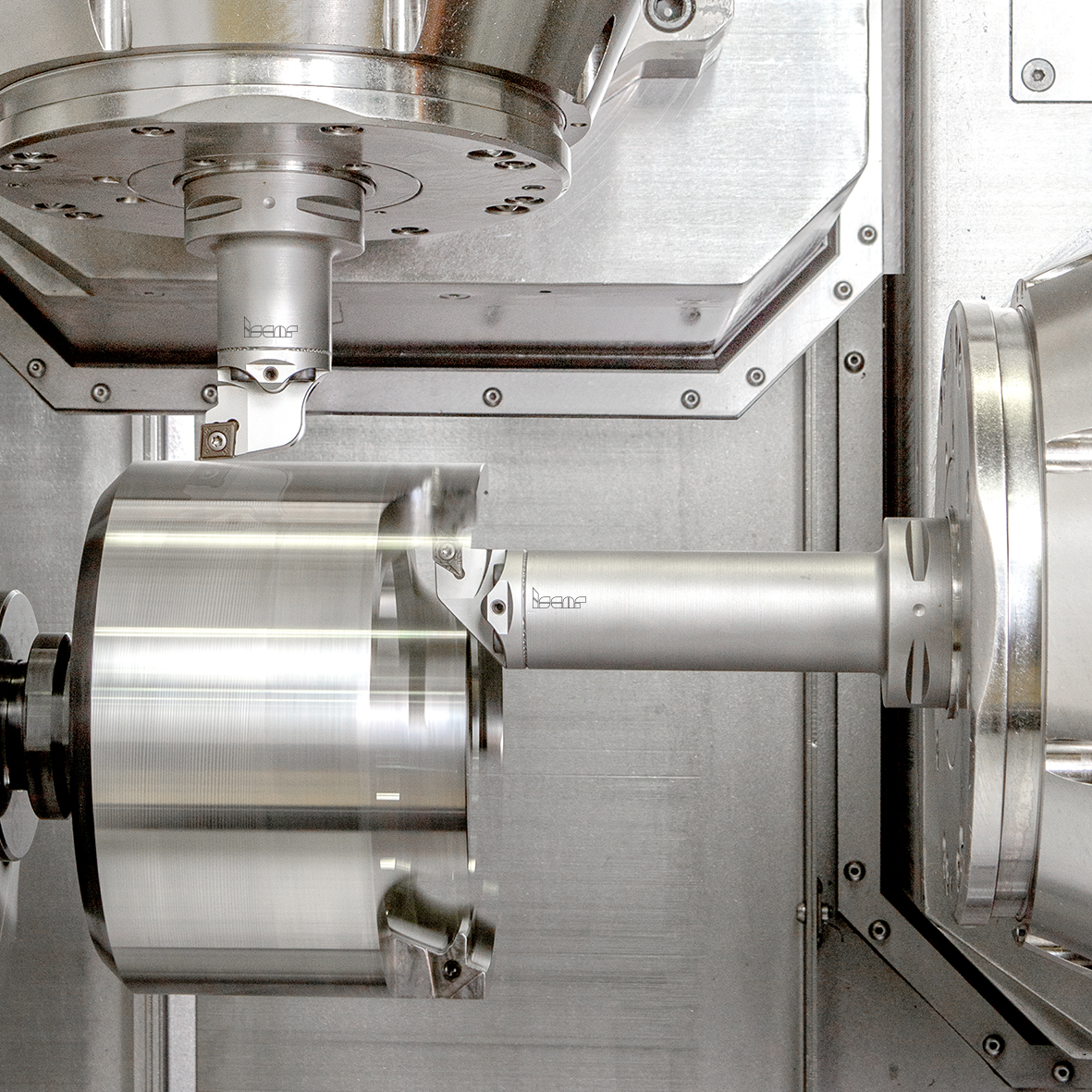
ISCAR har utvecklat ett snabbväxelsystem för svarvning av aluminiumfälgar. En verktygsenhet består av ett skärhuvud och en hållare. Skärhuvudet monteras i hållaren med hjälp av en laxstjärtsformad anslutning. Laxstjärtsmekanismen säkerställer full kontakt mellan hållaren och skärhuvudet och ger mycket hög klämkraft så att det kan motstå de tuffa bearbetningsförhållanden som uppstår när fälgarna svarvas. Hållarna tillverkas med VDI40-, VDI50- eller runda skaft (Bild 4).
Som synes har de tekniska framstegen när det gäller konstruktionen av verktygshållare långt ifrån nått vägs ände. Även om högkvalitativa verktygshållare redan har tillräcklig prestanda för att klara dagens krav från tillverkarna, kräver morgondagens smarta fabrik ännu bättre prestanda. Ytterligare förbättringar av verktygshållarna kan ske med hjälp av intelligent design och ny smart teknik.
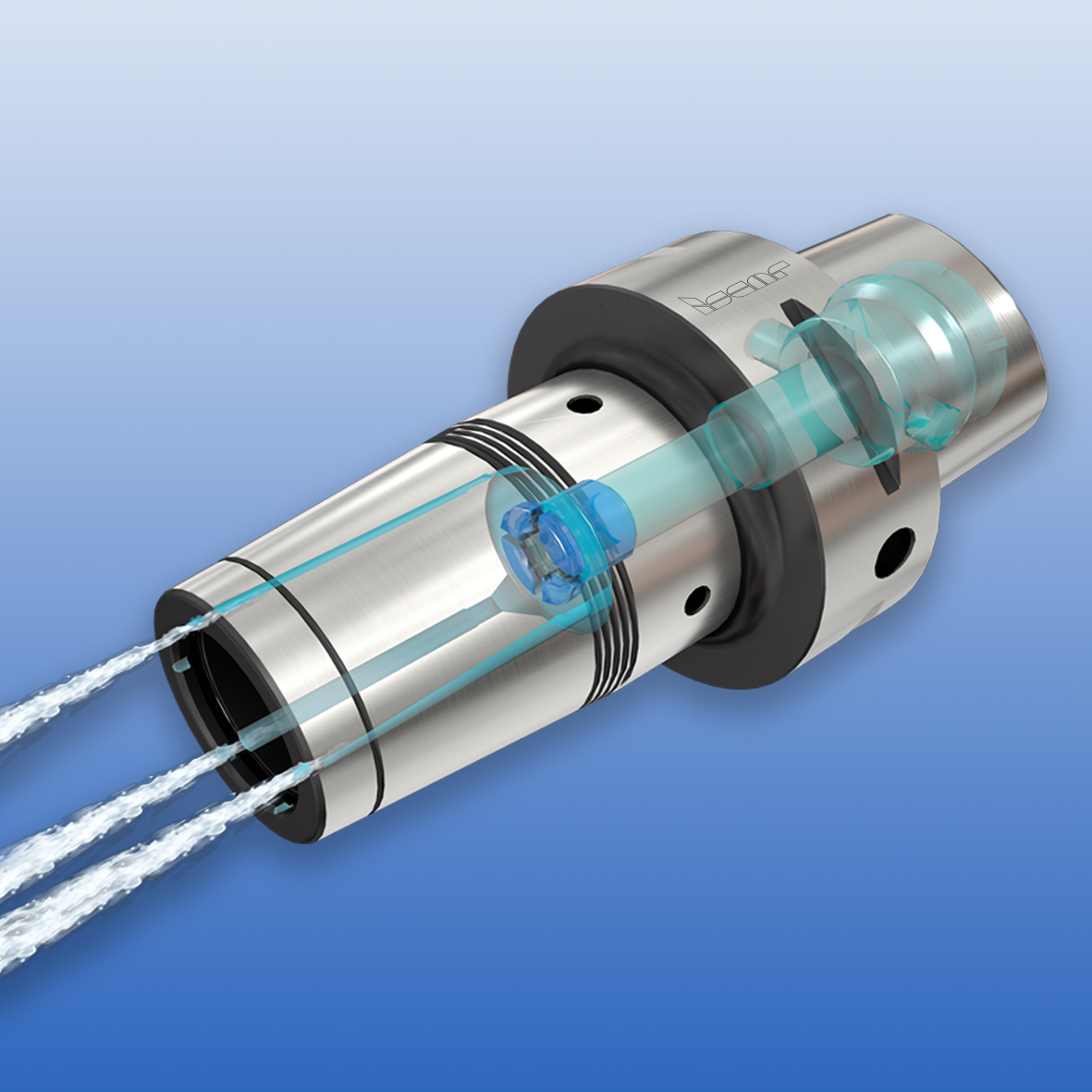 [Bild 1- Krympchuck med invändig kylmedelsförsörjning]
[Bild 1- Krympchuck med invändig kylmedelsförsörjning]
 [Bild 2- Genom att kombinera utbytbara skärhuvuden
och verktygshållare i modulära enheter kan verktygen enklare anpassas efter särskilda behov]
[Bild 2- Genom att kombinera utbytbara skärhuvuden
och verktygshållare i modulära enheter kan verktygen enklare anpassas efter särskilda behov]
 [Bild 3- ER-hylsor med kylmunstycken]
[Bild 3- ER-hylsor med kylmunstycken]
 [Bild 4- Snabbväxlingsverktyg för svarvning av aluminiumfälgar]
[Bild 4- Snabbväxlingsverktyg för svarvning av aluminiumfälgar]