När ISCAR uppfann sin verktygslinje MULTI-MASTER vid millennieskiftet fick det en betydande inverkan på hur skärande verktyg konstrueras. Verktygen i MULTI-MASTER-familjen bygger på tre konstruktionsprinciper: axiell kontaktyta mellan hårdmetallhuvud och verktyg, huvudet centreras med hjälp av en kort kona och fästs i verktygskroppen med hjälp av en gängad anslutning. Det var den sistnämnda av dessa tre konstruktionsprinciper som blev tongivande för hur hårdmetallhuvudet fästs i sammansatta verktyg. Gängan, som tillverkas av hårdmetall, har en sinnrik konstruktion som gör det möjligt att snabbt och enkelt byta huvud. Detta lättanvända verktyg manifesterar på ett utmärkt sätt det för ISCAR så kännetecknande fenomenet ”ingen ställtid”. Den gängade anslutningen, som snart började användas i olika verktygssystem med utbytbara hårdmetallhuvuden, har nu blivit den konstruktion som används som standard i branschen.
Till en början var MULTI-MASTER-verktygen speciellt avsedda för fräsning i formverktygsindustrin. Men snart började även fordons-, flyg- och verkstadsindustrierna använda ISCAR:s MULTIMASTER i sina tillverkningsprocesser. Även om fräsning fortfarande är det viktigaste tillämpningsområdet för MULTI-MASTER-linjen, används den nu även för olika borrtillämpningar. MULTI-MASTER-linjen har utökats betydligt och täcker nu in ett brett spektrum av tillämpningar som borrning, försänkning och fasning. När man ser tillbaka på de två decennier som gått sedan MULTI-MASTER kom ut på marknaden är det uppenbart att det är produktlinjens mycket effektiva lösningar som är anledningen till att den även börjat användas till hålbearbetning.
Det finns två typer av huvuden som skapar skärdelen av MULTI-MASTER-verktyget. Den första typen liknar ett mångskärigt solitt hårdmetallverktyg till formen, men skiljer sig i längderna på skäreggen. Om man ökar antalet spånkanaler på skärhuvudet blir bearbetningen stabilare vilket ökar produktiviteten. Huvudena av den första typen tillverkas av cylindriska ämnen som slipas till rätt form. Huvudena av den andra typen förformas genom att ämnet pressas och sintras med ett litet övermått. Genom slipning får MULTI-MASTER-huvudet sedan sin exakta dimension. Huvuden av denna typ har endast två – men extra starka – spånkanaler. Detta gör det enklare att öka matningshastigheten per tand jämfört med om huvudet är av den första typen. Pressningstekniken gör det möjligt att tillverka MULTI-MASTER i olika komplicerade geometriska former.
Huvudet är monterat på en hållare som kan vara en verktygshållare i ett stycke eller en verktygshållare, förlängare och reducerare som monterats samman. Borrhuvudena i MULTI-MASTER-serien passar för relativt grunda hål. Detta kan vara begränsande vid håltagning, men vid borrning av grunda hål när formen på komponenten eller infästningen av arbetet kräver långt verktygsöverhäng, är MULTI-MASTER-verktygen med längre räckvidd stabilare än en typisk borr med spånkanaler.
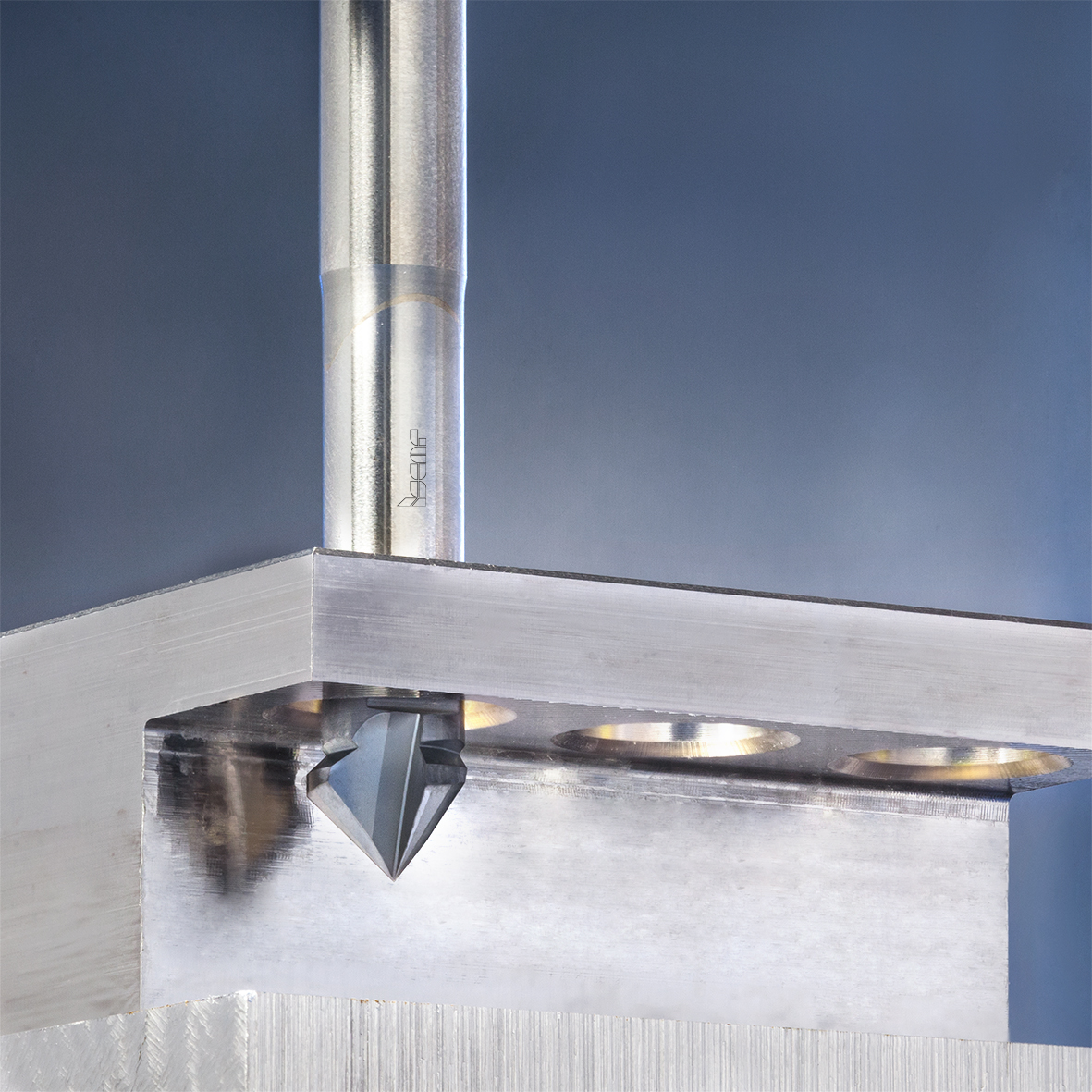
MM HCD-huvuden med två spånkanaler överträffar vida andra MULTI-MASTER-produkter för håltagning. Dessa extremt mångsidiga huvuden är gjorda med olika spetsvinklar – 60, 80, 90, 100 och 120 grader – vilket gör att de kan användas till ett stort antal tillämpningar, till exempel centrer- och dubbhålsborrning, fasning och försänkningar. De gör det möjligt att borra koniska hål för försänkta skruvar, bultar och nitar enligt ISO/DIN/ANSI-standarderna i solitt material. Om arbetsstycket förborras kan försänkningen förbättras med hjälp av MM EDF-huvuden med flera spånkanaler vilket ökar produktiviteten vid fasning. För att fasa eller grada av baksidan på ett hål är MULTI-MASTERs dubbelsidiga fasningshuvuden lösningen.
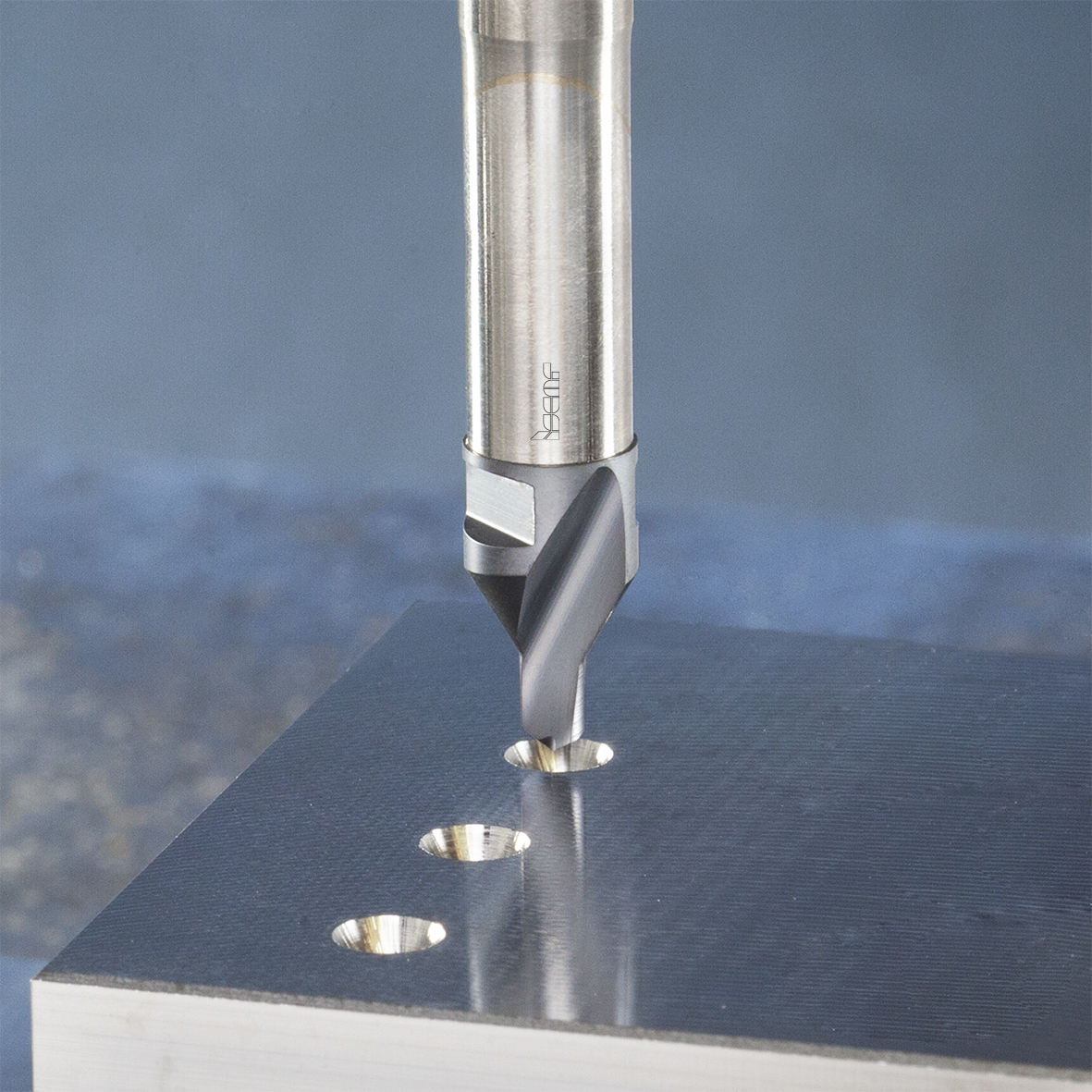
En av de vanligaste hålbearbetningsoperationerna är dubbhålsborrning. Ett typiskt verktyg för denna uppgift är dubbhålsborren. På grund av deras låga kostnad har de verktyg som hittills oftast använts för detta ändamål varit dubbelsidiga dubbhålsborrar i snabbstål. ISCAR's nya MULTI-MASTER-huvuden för dubbhålsborrning har blivit så populära genom att de ger ökad livslängd på verktygen samt högre produktivitet, även under svåra skärförhållanden. Centrerborrar är också vanliga. Dessa verktyg kännetecknas av ett litet skärdjup och används främst på CNC-maskiner för förborrning för att uppnå exakt borrning även utan styrbussningar. Med sina centrerborrar ger MULTI-MASTER-familjen stora fördelar vid borrning av grunda hål. En smal tväregg vid huvudets spets förhindrar att borren förflyttar sig i sidled under bearbetningen. Tack vare en 90-graders spetsvinkel kan huvudena dessutom användas för fasning av hål.
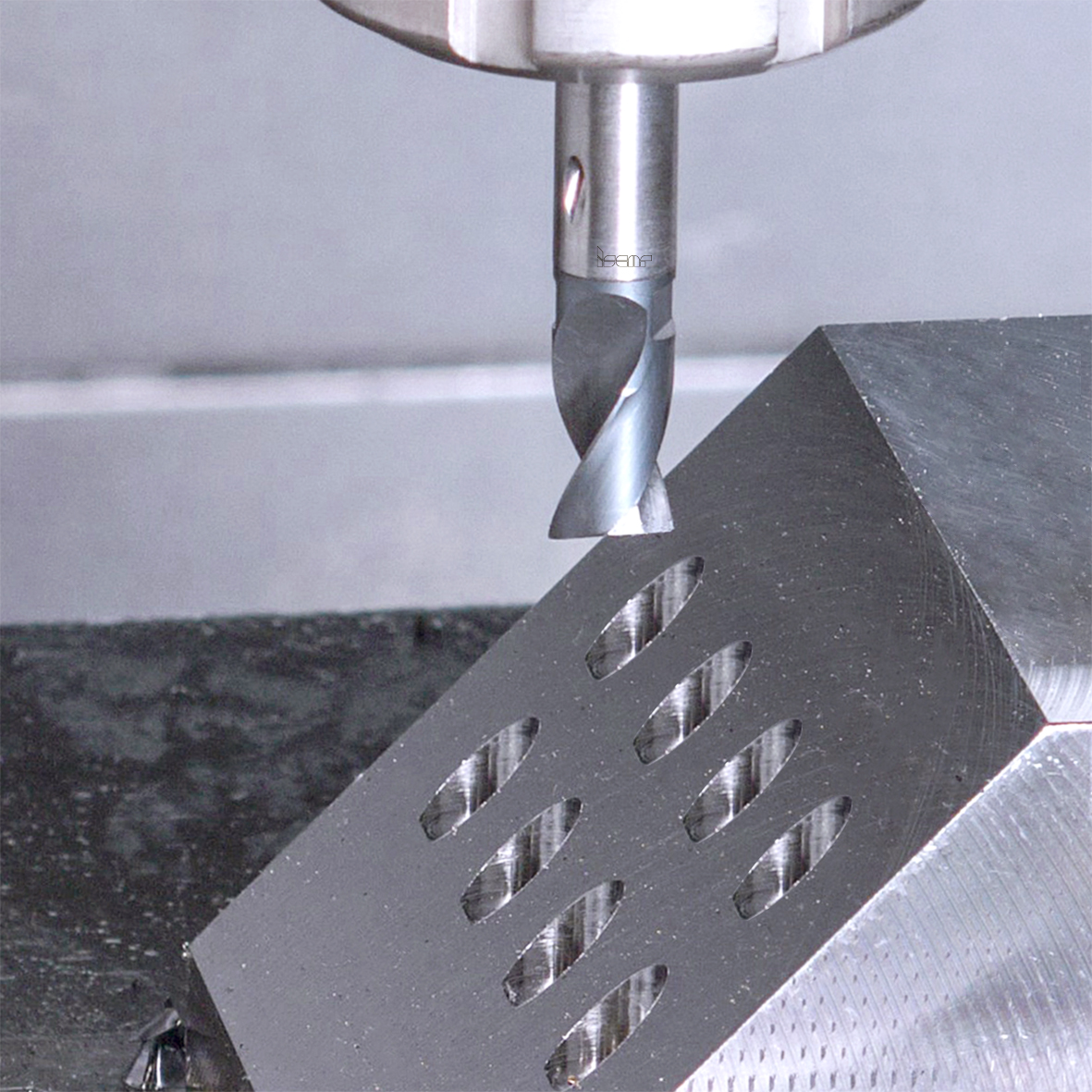
Vid ett stort antal tillämpningar behöver man borra hål med plan botten. Sådana hål behövs för fjädersäten, uttag för skruvhuvuden och bricklägen. Det enklaste sättet att åstadkomma denna typ av hål är att borra med borr som ger plan botten. Om borrdjupet inte är större än 1,2 gånger håldiametern, kan tvåskäriga MULTI-MASTER-huvuden användas. Huvudena lämpar sig för borrning av hål på sneda ytor och erbjuder ett stort antal olika skärgeometrier, vilket möjliggör bearbetning av de flesta konstruktionsmaterial. Under de senaste decennierna har användningsområdena för MULTI-MASTER utökats i snabb takt så verktygsserien används nu även ofta för effektiv håltagning. ISCAR:s konstruktionskoncept med över 40.000 verktygsalternativ har gjort sig känt som mycket mer än en serie fräsverktyg. Det har nu många fler alternativ för borrning med det för ISCAR kännetecknande fenomenet ”ingen ställtid”. Det säkerställer snabba skärbyten och minsta möjliga stilleståndstid för maskinerna.